
TM
55-6115-498-40
(2) After the commutator has been turned
Model 40B (table 2-1). If out of balance by
d o w n , measure the depth of undercutting be-
more than 0.020 ounce-inch, rebalance by insert-
tween commutator bars. If the depth is less than
ing leaded epoxy material inside and under
0.031 inch, undercut the mica to this depth and
winding (core) openings, as required.
to a width of 0.030 inch.
d. Metallizing Bearing Bores. If the bearing
( 3 ) After undercutting, take a final light
bore of end bell (7, figure 3-2) or stator
cut of not more than 0.001 inch across the face
housing (22, figure 3-3) is worn beyond 2.0475
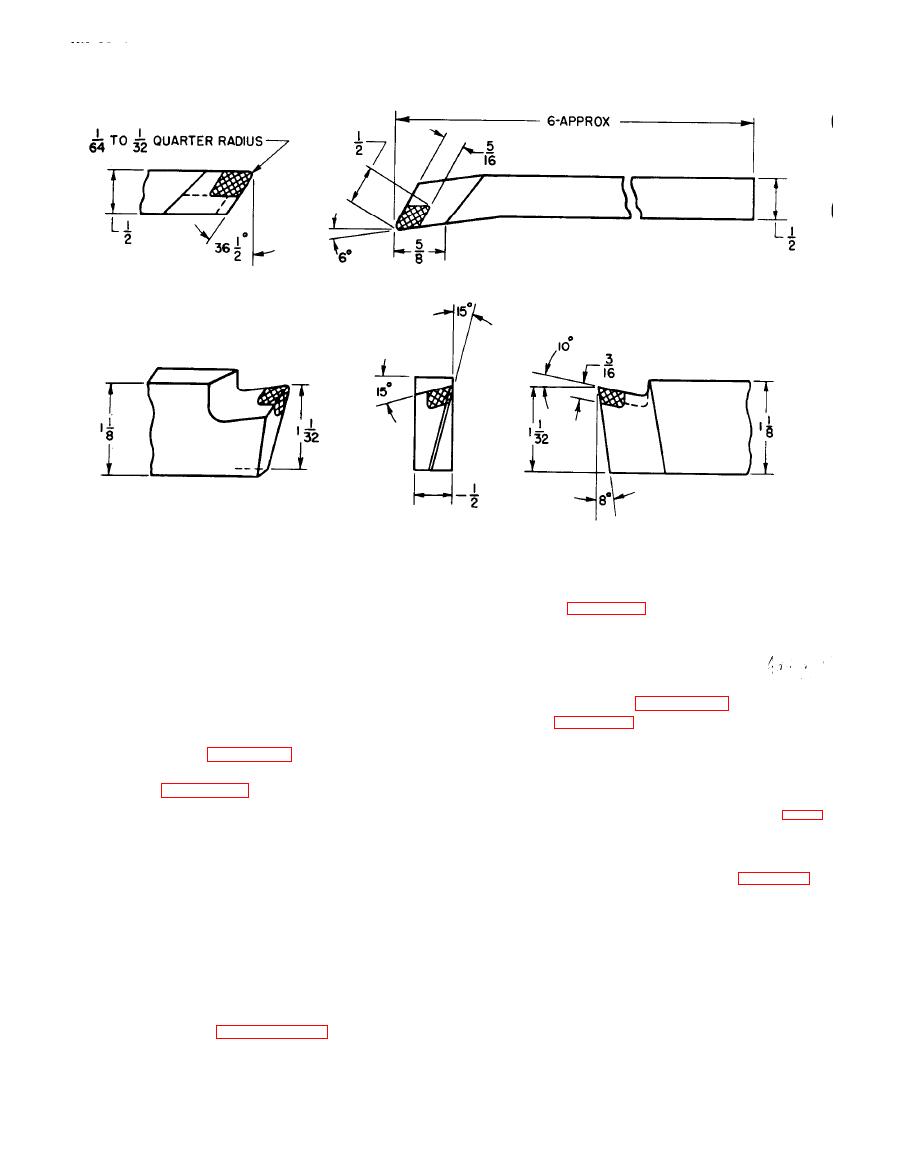
of the commutator to remove burrs. If a diamond-
inch, metallize the bore as described in following
tipped cutting tool (figure 3-4) is not available,
s t e p s (1) through (9), below.
make the final cut with a freshly honed carboloy-
( 1 ) Degrease the face of the bore and ad-
t i p p e d tool (figure 3-6). Cutting speed should
jacent areas from which contaminants might be
b e approximately 600 surface feet per minute
i n t r o d u c e d , using a solvent specified in para-
with either type tool. Do not use polishing
graph 3-3.
abrasives. After the final cut, remove burrs be-
( 2 ) Mask the area adjacent to the face of
tween oommutator bars witih a strip of fiber.
the bearing bore with shellac (item 7, table 2-3)
(4) Check that the commutator is concentric
t o prevent adherence of the sprayed metal to
with the bearing surfaces of the armature shaft
within 0.0005 inch, full indicator reading.
t h e s e surfaces. Any shellac on the face of the
(5) Check that centerline of commutator
b o r e will be removed by boring (step (3)).
slot is aligned within 0.010 inch with centerline
(3) Using a, feed which will provide a suit-
of commutator mica.
able base for meta!lizing, rough bore the bear-
(6) After resurfacing, clean the commutator
ing surface to correot any taper or out-of-round
t o remove all traces of oil, grease, and metal
condition. Remove at least 0.006 inch, but do not
chips, as specified in paragraph 3-3b.
exceed the original dimension by more than
(7) Check the armature assembly for static
and dynamic balanoe, using balancing machine,
0.015 inch on the radius.
