
TM 55-61115-498-40
inches, when measured with an air gage, air
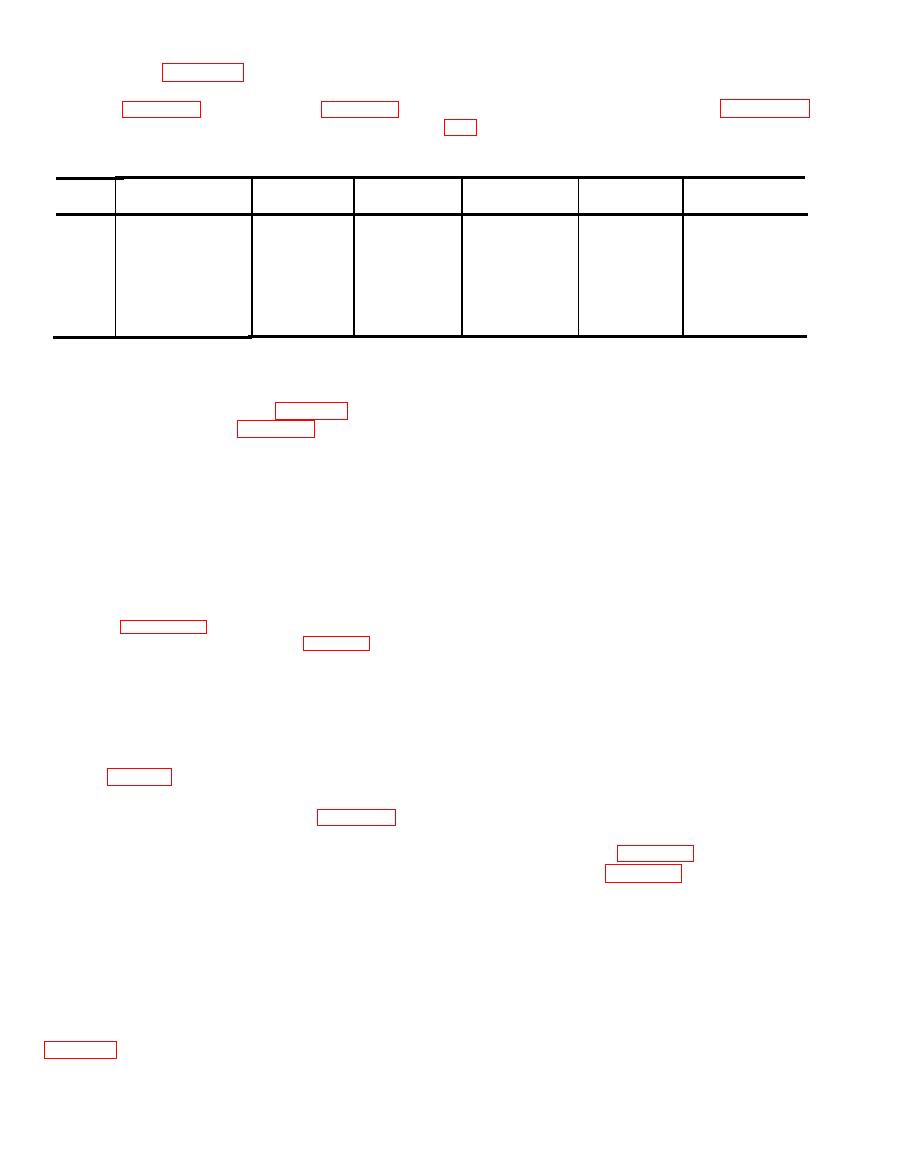
Refer to table 3-2 for fits and clearances
d.
probe, and a 2.0475-inch setting ring, metallize
of component parts. If the inside diameter end
the worn surface as described in paragraph
bell (34, figure 3-2) or stator (22, figure 3-3)
of housing bearing bone is worn beyond 2.0475
Table 3-2. Fits and Clearances
Service
Service
Service
Mating
dimensions
tolerance
parts
dimensions
Part No.
(inches)
(inches)
part No.
Nomenclature
(inches)
Nomenclature
0.9843 ID
0.0000 L/L
890659-5
Ball Bearing
1544645
0.9843 OD
Armature Assy
shaft bearing
surfaces)
2.0470 OD
0.0005 L
890659-5
Ball Bearing
2.0475 ID
154443-1
End Bell (bear-
ing bore)
2.0470 OD
Ball Bearing
0.0005 L
2.0475 ID
8906595
Stator Housing
1544457
(bearing bore)
placing the steam nozzle of steam dispenser
3-3. CLEANING.
(table 3) in the mixing tank.
with trichlorethylene (item 1, table 2-3) or dry
NOTE
cleaning solvent (item 2, table 2-3 ). Do not dip
The strength of the solution can be varied to
pants into the solvent. Use a stiff, nylon brush
suit conditions.
to scrub the parts throughly,
(2) Use approximately 140 psi of steam and
regulate the pressure at the boiler rather than at
WARNING
the nozzle to avoid pressurizing the hose line.
Use solvent in a well-ventilated area.
(3) Using a spray booth with adequate
Avoid inhaling solvent fumes. Do not al-
ventilation and exhaust fans, thoroughly clean
low solvent to contact the skin as burns
the genenator stator and armature assembly with
may occur.
the mixture of steam and detergent until all
NOTE
caked grease and carbon are removed. The pro-
portion of detergent to steam can be varied de-
pending upon the condition of Ithe generator
cedures for armature assembly (45, figure 3-1)
and generator Water (48).
stator and armature assembly.
(4) Shut off the detergent and continue
(1) Ultrasonic cleaning equipment may be
used, if available. Consult the manufacturer of
blasting with steam until all traces of detergent
this equipment for proper cleaning solutions
are removed.
and methods to be used.
(5) With an oven capable of maintaining
(2) Dry parts with a clean, lint-free cloth
149 C (300F), bake the generator stator and
(item 3, table 2-3).
armature assembly at 121 C (250 F) for 4
b. Armature Assembly and Generator Stator.
hours to thoroughly dry the parts.
Steam clean armature assembly (45, figure 3-1 )
(6) After baking, apply a light film of
and enerator stator (48) `to remove any carbon,
lubricating oil (item 5, table 2-3 ) or corrosion
copper particles embedded, or any other foreign
matter between the commutator bars and stator
preventive (item 6, table 2-3 ) to all ferrous
windings, as described in following steps (1)
metal surfaces to prevent rusting.
through (6).
CAUTION
WARNING
Do not apply oil to the commutator sur-
Goggles, rubber gloves, and other pro-
face.
tective clothing should be worn.
3-4. REPAIR OR REPLACEMENT.
(1) Prepare a quantity of detergent, using
approximately 7 1/2 pounds of cleaner (item 4,
NOTE
Paragraphs b through f below list and describe
should be heated and thoroughly agitated by
procedures for repairable parts only.
