
TM 11-6125-240-34
the heatsink end of the circuit card toward the open
end of the base.
(2) Install two screws (15) through the heatsink
end of the circuit card into the base assembly. Add flat
washer (14) and lockwasher (13). Apply Loctite to the
screw threads and install nut (12). Tighten to 8-12
inch-pound torque. If heatsink is scratched during as-
sembly, touch up with Alodyne 1200 per MIL-C-5541.
(3) Insert two screws (15) through opposite end of
the circuit card into the base assembly. Add flat
washer (14), lockwasher (13), Loctite and nut (12).
tighten to 8-12 inch-pound torque.
(4) Reattach red electrical lead (11 ) between cir-
cuit card and base, using screw (10), flat washer (9),
lockwasher (8), and nut (7).
(5) Group remaining leads into loop clamp (5) and
secure it with screw (4), two flat washers (3), lock-
washer (2) and nut (l).
4-18. Reassembly of Regulator Card As-
s e m b l y 4B93-1-A
(fig. 4-5 arid 4-12)
a. Procedure.
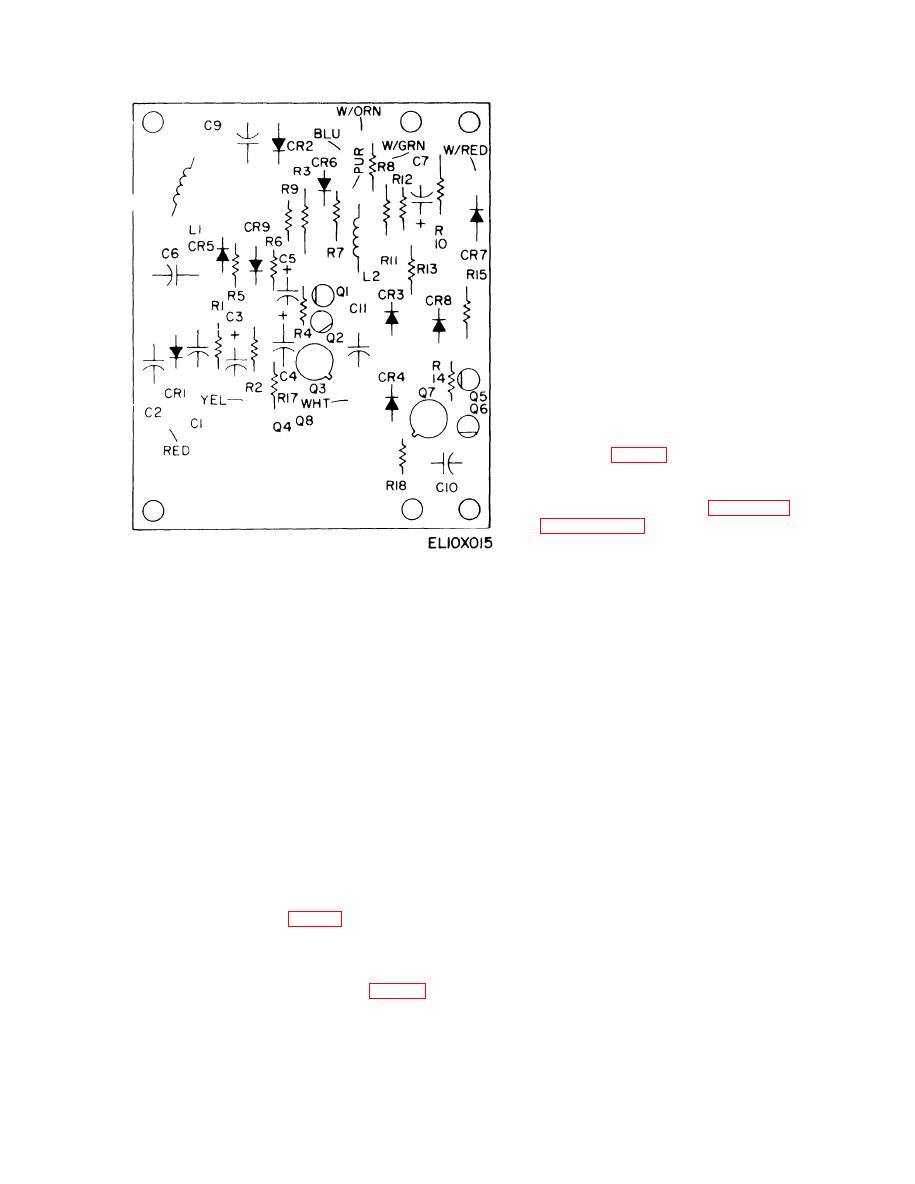
(1) All components on the printed wiring board
are replaceable. Refer to figure 4-12, troubleshooting
for replacement of components.
NOTE
Use a pencil-type soldering iron 23 to 37.5
Figure 4-11. Component Location and Polarity,
CSV2215-2 and CSV2215-3.
watts. Make certain that the soldering iron
tip is clean and free of oxides. Coat tip with a
(3) If coating has been broken near one of the
film of solder.
spacers, mask holes with Maskant No. 037 (Type 1)
(2) For all soldering operations use Kester (Kester
Clear Amber (manufactured by Seal-Peel Inc., 775
Solder Co., Newark, N.J.) 60-40 or 63-37 solder, core
Stephenson Highway, Royal Oak, Michigan FSCM
size No. 66, with flux No. 44 or Ersin Multicore 60-40
91068). Wrap leads with aluminum foil and mask with
solder No. 365 (manufactured by Multicore Sales Corp.
No. 037 (Type 1).
Div. of BIC, Port Washington, N.Y.). This solder con-
(4) Stir resin thoroughly before using. Apply with
sists of 60 or 63 percent tin and 40 or 37 percent lead
a brush to both sides of the circuit assembly, working
and has a melting temperature of 357 F (181 C) (no
material over, around, and under the replaced part.
government equivalent specification is available). Use
Cure 4 hours in a circulating oven at 140 5 F.
Allow the circuit assembly to cool. Repeat coat and
soldered connections, use Lonco Flux Remover HCR
cure cycle an additional two times.
(clear) (manufactured by London Chemical Co.,
NOTE
Melrose Park, Ill. ) (no government equivalent
Place a pan of water in the bottom of the oven
specification is available).
to assure adequate humidity.
(5) Remove masking and any excess residue.
(3) Tin leads by dipping in flux which has been
diluted by adding one part ethylalcohol to three parts
NOTE
If reactor L1 (1, fig. 4-1) has been replaced,
of flux, by volume, and apply 63-37 or 60-40 lead tin
remove the coating over the adjusting screw
solder. Dip leads in undiluted flux and place part in a
area until performance tests are completed.
covered tray, so that flux will not be removed from
Recoat setscrew after frequency has been set.
leads, After flux has cured, store parts in a plastic bag
until ready for installation.
(1) Position circuit card (16) onto base (6), with
4-23
